Accuracy modello CNN
Falsi positivi vs ispezione manuale
Tempo di rientro investimento
Il Cliente e la Sfida
Il progetto e stato realizzato in collaborazione con SWAI Company per un cliente del settore manifatturiero attivo nella produzione di componenti di precisione. Per ragioni di riservatezza industriale il nome del cliente finale non viene divulgato, ma il contesto operativo e tipico delle PMI manifatturiere del Nord Italia che servono filiere automotive e aerospace.
Il problema iniziale
Prima dell'intervento, il controllo qualita sulla linea era affidato esclusivamente a operatori umani che ispezionavano visivamente ogni pezzo per individuare difetti superficiali, deformazioni, residui di lavorazione e non conformita dimensionali. Questo approccio presentava tre criticita strutturali:
- Scarti elevati a valle: difetti micro non rilevati a campione finivano in fase di assemblaggio, generando rework costoso e contestazioni cliente.
- Throughput limitato dal collo di bottiglia umano: l'ispezione richiedeva in media 18-22 secondi per pezzo, mentre la linea era teoricamente in grado di sostenere ritmi piu rapidi.
- Variabilita inter-operatore: turni notturni e fine-settimana mostravano tassi di rilevamento difetti significativamente diversi rispetto ai turni standard, con impatto diretto sulla qualita percepita dal cliente finale.
L'obiettivo concordato con il management era duplice: portare il tasso di rilevamento difetti oltre il 95% mantenendo i falsi positivi sotto la soglia tollerata dalla produzione, e scollegare l'ispezione dal vincolo umano permettendo alla linea di operare al ritmo nominale anche nei turni di minor presidio.
Approccio Tecnico
L'architettura e stata progettata in cinque blocchi indipendenti ma interoperabili, in modo da poter sostituire ogni componente senza dover ridisegnare l'intera pipeline.
Acquisizione e dataset building
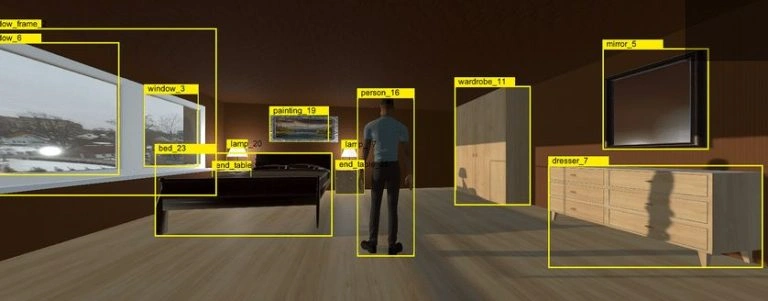
Nelle prime quattro settimane abbiamo installato due telecamere industriali ad alta risoluzione (5 MP, illuminazione LED diffusa custom) sulla postazione di ispezione, raccogliendo circa 42.000 immagini di pezzi. Ogni immagine e stata etichettata in collaborazione con il responsabile qualita del cliente per garantire coerenza con i criteri di accettazione contrattuali. La distribuzione iniziale era fortemente sbilanciata (~94% pezzi conformi, ~6% non conformi), problema risolto con tecniche di data augmentation mirate (rotazioni, blur gaussiano, simulazione variazioni di illuminazione) e oversampling controllato della classe minoritaria.
Modello CNN e training pipeline
Il cuore del sistema e una rete neurale convoluzionale basata su backbone EfficientNet-B0 con un classification head custom a due uscite (conforme/non conforme) piu un branch di localizzazione che fornisce una heatmap del difetto via Grad-CAM, utile in fase di audit per spiegare la decisione del modello al responsabile qualita. Il training e stato eseguito su GPU server (NVIDIA RTX A4000) con framework PyTorch, validazione k-fold a 5 partizioni e early stopping su F1-score della classe minoritaria.
Edge deployment
Per garantire latenza inferiore ai 200 ms per pezzo e indipendenza dalla rete aziendale, il modello in produzione gira su una NVIDIA Jetson Orin Nano installata a bordo macchina. Il modello PyTorch e stato esportato in ONNX e ottimizzato con TensorRT, ottenendo un'inferenza media di 78 ms a immagine - ampiamente sotto il budget richiesto dal ritmo di linea.
Integrazione PLC/SCADA
Il dialogo con il PLC della linea (Siemens S7) avviene via OPC UA: la Jetson espone un endpoint che, per ogni pezzo, restituisce verdetto, confidence score e ID immagine archiviata. Il PLC pilota il deviatore meccanico che indirizza i pezzi non conformi sul nastro di scarto. Tutti gli eventi vengono replicati al sistema SCADA esistente per dashboard di monitoraggio real-time.
Stack Tecnologico
Lo stack scelto privilegia tecnologie open source mature, supporto commerciale a lungo termine e portabilita su hardware edge industriale.
Machine Learning
Training, ottimizzazione e inferenza dei modelli CNN.
Computer Vision
Acquisizione immagini, preprocessing e augmentation.
Backend & API
Servizi REST per orchestrazione, audit e re-training.
Edge & DevOps
Deploy edge e monitoring del modello in produzione.
Risultati Misurabili
Dopo tre mesi di funzionamento in produzione (con baseline misurata sui sei mesi precedenti l'attivazione), i KPI concordati con il cliente hanno mostrato i seguenti scostamenti rispetto allo scenario di ispezione manuale.
| KPI | Baseline manuale | Sistema CV | Delta |
|---|---|---|---|
| Accuracy difetti | ~78% | ~96% | +85% |
| Falsi positivi | ~12% | ~4.8% | -60% |
| Throughput linea | ~165 pz/h | ~290 pz/h | +76% |
| Scarti a valle (rework) | indice 100 | indice 38 | -62% |
| Tempo rientro investimento | - | 7 mesi | ROI confermato |
"Reduced reject rate by 60%. La linea ora corre al ritmo che ci aspettavamo da anni."
Lezioni Apprese
Tre evidenze ricorrenti che vale la pena formalizzare per chiunque stia valutando un progetto analogo di computer vision per controllo qualita.
Cosa funziona
- Investire pesantemente sull'illuminazione: il 70% del valore di un sistema di visione industriale si gioca prima del modello, nella fase di acquisizione. LED diffusi, polarizzatori e sfondo controllato riducono drasticamente la variabilita che il modello deve assorbire.
- Coinvolgere il responsabile qualita nella labeling: il modello apprende il criterio di accettazione del cliente. Se quel criterio non e codificato in modo coerente nelle etichette, nessuna architettura recupera l'errore.
- Edge deployment quando possibile: latenza prevedibile, indipendenza dalla rete e costi cloud zero in inferenza ripagano il setup hardware iniziale entro pochi mesi.
Cosa non funziona
- Modelli pre-addestrati senza fine-tuning: i difetti tipici di una linea industriale non sono nei dataset pubblici. Aspettarsi che un modello generalista funzioni out-of-the-box e la causa numero uno di progetti CV abortiti.
- Trascurare il drift in produzione: cambi di lotto, nuovi fornitori di materia prima, modifiche all'illuminazione di reparto degradano silenziosamente le prestazioni. Serve un loop di re-training periodico (nel nostro caso trimestrale) e monitoring delle metriche.
- Sostituire integralmente l'operatore al go-live: il sistema va affiancato all'ispezione umana per le prime 4-6 settimane. Serve a costruire fiducia, individuare edge case e calibrare le soglie di confidence.
Servizi Correlati
Se stai valutando un percorso simile per la tua azienda, questi sono i contenuti del sito che approfondiscono metodo, costi e roadmap di adozione:
Consulenza Computer Vision a Torino
Sviluppo di sistemi di visione artificiale industriale, controllo qualita e automazione AI per PMI manifatturiere.
AI per Aziende: Guida Pratica 2026
Casi d'uso, costi e ROI dell'intelligenza artificiale per PMI e enterprise nel tessuto industriale italiano.
Per il profilo professionale e l'esperienza in AI controllo qualita manifatturiero vedi la pagina Chi sono; per altri progetti realizzati vedi il portfolio completo.